Does anyone know the source for the SS cranse iron that was used on the BCC?
Thanks
Mark
SV “Lightfoot”
Does anyone know the source for the SS cranse iron that was used on the BCC?
Thanks
Mark
SV “Lightfoot”
I am not sure of the source, but I believe it is listed in the BCC construction manual. I have just removed my SS cranze iron as I am replacing it with a bronze cranze iron from Port Townsend Foundry. I do not have a need for the SS cranze iron. You are welcome to it if you pay the shipping from Vancouver, B.C.
According to information I have on SLM parts that I obtained from Sumio, the source was Port Twnsend Foundry.
I would prefer to go with the SS cranse iron but I may go with the PTF bronze one. The problem I have is a split in the bowsprit starting at the shoulder where the cranse iron butts. The original BCC cranse iron is apparently made from straight ss pipe with no inside taper. This would cause the full compression load to be taken by the wood shoulder. I understand from Pete at PTF that the bronze cranse they have made for BCC was tapered from 2-3/4 to 2-1/2 at the tip.
This will require that I taper the sprit end but at least the compression load will be applied on the tpaer and to a lesser extent to the shoulder. Thanks for the info on PTF.
Sincerely yours,
Mark
SV “Lightfoot”
I would prefer to go with the SS cranse iron but I may go with the PTF bronze one. The problem I have is a split in the bowsprit starting at the shoulder where the cranse iron butts. The original BCC cranse iron is apparently made from straight ss pipe with no inside taper. This would cause the full compression load to be taken by the wood shoulder. I understand from Pete at PTF that the bronze cranse they have made for BCC was tapered from 2-3/4 to 2-1/2 at the tip.
This will require that I taper the sprit end but at least the compression load will be applied on the tpaer and to a lesser extent to the shoulder. Thanks for the info on PTF.
Sincerely yours,
Mark
SV “Lightfoot”
Just FYI, I dealt with this same problem years ago while cruising in Turkey and decidedto have my existing cranse iron capped so that the sprit was a snug fit into the iron and sealed. I remounted the bronze star onto the end and was able to keep our rig much tighter without splitting the wood and getting rot. Surely not everyones idea of a fix but we tend to be practical minded. Cheers, Ray,sv Whisper
Just FYI, I dealt with this same problem years ago while cruising in Turkey and decidedto have my existing cranse iron capped so that the sprit was a snug fit into the iron and sealed. I remounted the bronze star onto the end and was able to keep our rig much tighter without splitting the wood and getting rot. Surely not everyones idea of a fix but we tend to be practical minded. Cheers, Ray,sv Whisper
Ray,
When cruising you don’t always have the luxury of looking for the optimum fix, just the one that works best. Fortunately, I had available to me a practically new bowsprit from another BCC. I opted to go for the new tapered bronse cranse as it will still allow for the wood tip of sprit to extend. Also I did not want to just repair the old sprit. The idea of crack potentially re-appearing is not one I want to deal with.
Best to you
Mark
SV “Lightfoot”
Ray:
A capped cranse iron makes good sense to me. Our custom aft-cabin Flicka has a capped SS cranse iron and we never had a problem with rot or splitting of the wood. IDUNA’s bronze cranse iron is open. When I built the bowsprit, I “beefed” up the shoulder area by increasing the cross-section. Further I saturated the end grain in the shoulder area with CPES epoxy. So far we have not had a problem in this area. We did have four varnish “break-though” but that is a boat. Perhaps, I will paint the bow sprit a hot pink color. No, I am not suffering from insanity. Quite the oppossite, I enjoy every minute of it.
Rod
BCC IDUNA
After replacing the bobstay fitting chainplate I took a good look at the cranse iron. No big surprise I guess that I see small stress cracks near the hole in the lower tang where the bobstay connects. After reading this thread I intend to call Port Townsend Foundry to have a new one made of cast bronze. I would be interested to hear of other peoples experience in doing this. Any particular problems or issues. I understand that PTF’s cranse iron will be tapered so some woodshaping will be required. Also getting the existing one off could be interesting. I suspect heating it soften the bedding and twist with some leverage applied should work. At least that’s the plan.
Thanks,
Ron Thompson
Ho’okahiko 97
When I refinished my sprit a couple of years ago I removed the cranes iron so I could put a ring traveler on the sprit. It was bedded with 5200. We had to rig a comealong to the cranes iron and heat it with a torch to get it off. I swore at it the whole time (I think it helped, private message me for the exact words used).
Fast forward a couple of days. I then realized that the 5200 was a good idea. 5200 is an excellent adhesive. So by remounting the cranes iron with 5200, this took a good portion of the load besides the wood shoulder. I hate 5200 on a boat normally but this is the one place I have used it. I am in the middle of replacing all my chain plates and will go with the tapered Bronze cranes iron when the time comes.
Here is a picture of the tapered cranse iron for PT foundary.
I had a heck of a time removing the stainless steel cranse iron (which I replaced with a bronze version from PTF), and mine was bedded with Dolphinite, not 3M5200. I eventually got it off by rigging a come-along with clamps, which made the task quite easy.
Dioscouri
#064
Since reading Ron Thompson’s experience with the factory standard 316 stainless steel cranse iron on BCC Ho’okahiko, I’ve been inspecting the cranse on Zygote.
No stress cracks on Z’s cranse, but since I detected stress cracks on Z’s shroud chainplates and the lower backstay plate, I decided to add a new cranse iron to the job list for Zygote’s 15th birthday refit.
Roger Olson did a pleasant drawing of the cranse iron, which can be found in the BCC Construction Manual. Roger detailed its construction: a 4.5" length of 3" schedule 80 pipe, to which were welded the four tangs. See the attached Cranse Iron.pdf, about 60 KB.
I held two concerns about making a new cranse iron in 316 ss: 1. the usual worry about stress crack corrosion; and 2. the other usual worry about any steel weld that is under tension.
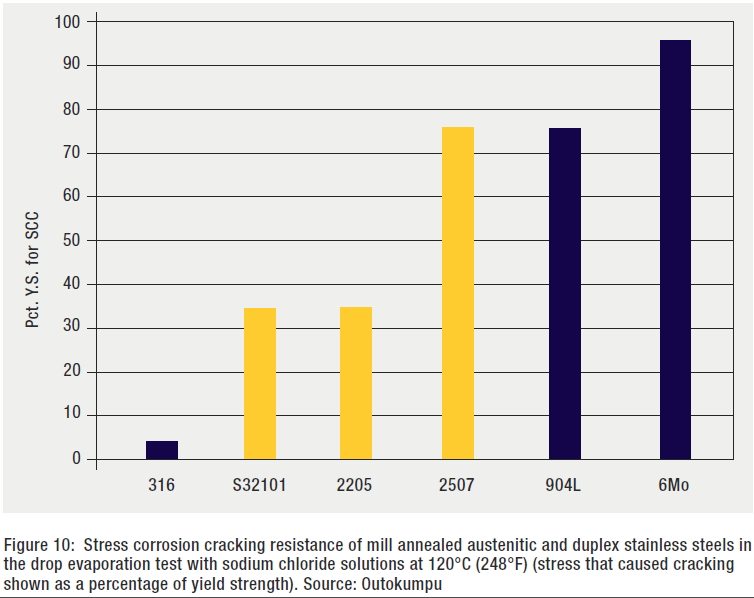
I decided to make a new cranse iron using 2205 duplex stainless steel and found a fabricator that has a track record welding industrial piping. 2205 dss has a tensile strength of 620 MPa vs 515 MPa for 316 ss; but the big difference between the two is yield strength (i.e. tensile strength rated not to the maximum tension but the tension that produces a 0.2% plastic deformation offset). The yield strength for 2205 dss is 450 MPa versus 205 MPa for 316 ss (that’s 65kpsi vs 30kpsi or thereabouts in the old currency).
Yield strength relates to stress crack corrosion in the salty environment. See the chart of stress crack corrosion against yield strength (stress crack corrosion.jpg, about 60 KB): according to Outokompo Steel, 316 ss develops stress cracks at tension around 4% of yield strength; 2205 dss develops stress cracks at around 35% of yield strength (and that’s in salt water at 120C or 248F!!).
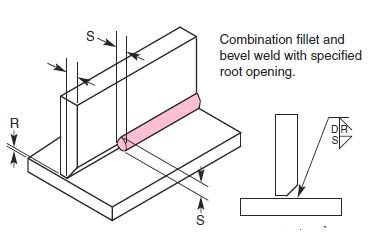
The next issue was welding. My tiny knowledge about welding was picked up second-hand. And I learned how to run what I call a fillet weld when doing a T-joint (i.e. joining a small plate at 90 degrees to another plate) and had to control the pulses of the TIG welder with my trigger finger. The industry standard for 2205 dss doesn’t do that. Instead the small plate is bevelled to open up what the trade calls the root gap. Then 2209 rod is used in a welder that produces the high frequency of pulse (no longer the finger doing the hard work! and a pulse frequency that is much higher than my finger could produce).
More surprises when I removed the factory cranse iron. It wasn’t a plain length of 3" ID pipe. The pipe had been cut longitudinally and a tiny slice removed to ever so slightly taper the section to fit the conical end of the bowsprit. And so the internal diameter was smaller than 3" and varied.
I did the usual and bedded the new cranse iron with Simson ISR 70-03.
Bil
Cranse Iron.pdf (59.7 KB)
The next issue was welding. My tiny knowledge
about welding was picked up second-hand. And I
learned how to run what I call a fillet weld when
doing a T-joint (i.e. joining a small plate at 90
degrees to another plate) and had to control the
pulses of the TIG welder with my trigger finger.
The industry standard for 2205 dss doesn’t do
that. Instead the small plate is bevelled to open
up what the trade calls the root gap.
The way the root gap is opened is by combining a bevel weld with a fillet weld.
I am still unclear why that technique, which should guarantee a stronger joint, was not used as the standard way of welding 316 ss (i.e. a T-joint such as tang welded onto the backstay plate of the boomkin).
See the attached diagram: fillet weld and bevel weld.jpg, about 15 KB.